

- ��¯������ϵ��
- ������Ĥ�Ľ��ͳ�����
- ��ճ�����
- �绯ѧ�����λһ�������
- ����������ˮ��װ��
- ��λ��ճ�����
- ����ʽ������
- ����������
- ��Ĥʽ������
- ����������
- ��λһ����յ绯ѧ������
- ȫ�Զ�����������
- ��Ĥʽ����������
- ������ϴϵ��
- ������������ϴװ��
- ������������ϴϵͳ
- ������-������ϴ���
- װ����-������ϴ���
- �����-������ϴ���
- ��������-������ϴ���
- ������ϴװ��
- ��������ϴ�������
- ������ѭ��ˮ��������
- ��ҩװ��ϵ��
- �����μ�ҩװ��
- ���ܼ�ҩװ��|ȫ�Զ���ҩװ��
- ѭ��ˮ��ҩװ��
- ¯ˮ��������װ��
- ��ҵ��ˮ��ϵ��
- �ֶ���ת����ϴ��ˮ��
- ȫ�Զ�����ϴ��ˮ��
- ȫ�Զ�����ϴ������
- ���ܼ�������ˮ��
- �ֶ���ˮ��
- �綯��ˮ��
- ȫ�Զ���ˮ��
- ��ҵ��ˮ��
- �쿪ä�������
- ������ͻ�ϵ��
- ƽ��������ͻ�
- ���������ͻ�
- ������ͻ�Ӧ��
- �߾��Ⱦ������ͻ�
- ��¯������ϵ��
- ���ͷ����������
- ��¯���������
- ��¯������
- ����������
- ����������
- ����������
- �ܵ�������
- ���������
- ��������
- ��ȫ��������
- ���ͻ�������
- ��ձ�������
- ���ֻ�������
- ��¯�ܵ�����������
- ��¯����������������ʽ
- �������ܼ����豸
- ��Һ������Һλ������|��ˮ��
- ú��ȡ����|��¯�Զ�ȡ����
- ��������װ��
- ��ˮ����������ͨ������ͨ����
- �й�ʽ������
- �ɻ�ȡ����
- ú��ȡ����
- ��¯ȡ����ȴ��
- ��Һ��������ˮ��
- ����ʽ�ɻҵ���ȡ����


��¯������������������
��ȫ�������������������
���ͻ�����������ձ�������
�ܵ���������С��������
��������������ɢ������
����������������������
��Ĥʽ����������ճ�����
����������������������
��λһ����յ绯ѧ������
ȫ�Զ���ˮ�����綯��ˮ��
�ֶ���ˮ������ҵ��ˮ��
����ϴ��ˮ�����綯���۹�����
ȫ�Զ�����������������
������ϴװ�������ེ��
��Ƥ���������ɰ����
������������ϴװ��
�������Զ�������ϴװ��
ѭ��ˮ�����
ȡ����ȴ����ú��ȡ����
�ɻ�ȡ�������й�ʽ������
��ˮ����������Һ��������ˮ��
��Ĥʽ������ʹ���г��ֵ����Ϸ�������������
��Ĥʽ��������һ���������������������г���Ч���ã�������Ӧ��ǿ���ȶ��Ժá���Ч�ʸߵ��ص㡣һ̨��Ĥʽ���������˹����г��ֳ���ͷ�����͡�������ˮ���ء��߸���ʱ���������ϸ�����⣬��Դ�������������ƶ��������ļ�����ʩ��
����
��������ʯ���������ι�˾�ȵ糧�����¼���ȵ糧������4̨130t��ѹú�۹�¯��2̨12IMW���ַ�����飬��ˮϵͳ����5̨����Ϊ��0t�Ĵ���ʽ������������������Ҫ�����dz�ȥ��¯��ˮ�е��������������������壬�Ա�֤��ˮ��Ʒ�ʡ���ˮ���ܽ��������ͻ�ʹ��ˮ�Ӵ��Ľ�������ʴ��ͬʱ���Ƚ���������������ۻ�����ʹ���ȵ��������ӣ������豸�Ĵ���Ч�������ˮ���ܽ����κ����嶼�Dz����ģ�����������������ֱ����в�豸�İ�ȫ�����ȵ糧5̨�������е�1#��2#Ϊ��������ʽ��������3#��5#Ϊ��Ĥʽ������������5#��������װͶ���������ڳ����͡�������ˮ���ء��߸���ʱ���������ϸ��������#�������������ڳ���ͣ��״̬�������˾��������һ����ȫ������
1��Ĥʽ����������ԭ��
��Ĥʽ������������Ƴ����������ṹ������һ������װ������Ĥװ�ú���ˮ��������ɡ����ֻ�������ˮ�ͻ�ѧ����ˮ�Լ��������ڱ����¶��µĸ�����ˮ����������Ĥװ�õ�ˮ���л�ϡ���Ϻ��ˮ�������̶����ϡ��¹ܰ��ϵ���Ĥ��ܵ���ף���������ʽ����Ĥ��ܵ��ڱ����γɸ���������ת��ˮĤ������������ˮĤ�������ļ��������Ӵ������ǿ�ҵ��Ƚ������̣�����ת��ˮĤ������Ĥ��ʱ��ˮ�»����Ͻӽ��˱����¶ȣ�ˮ�е��ܽ�����������90����95��ˮĤ������Ĥ�ܺ��γ���ȹ�壬�����������������������±����ƶ��γ�ˮ�Σ���������ˮ�����ϡ���ˮ����ɽ5��30mmx30mm�ȱ߽Ǹֹ��ϡ����翪�ص��ͺš�ʹ�õ�ѹ����Ӧ���صľ��롢���������ȡ�
���磬1̨�ӹ������ڼӹ������У�����ͻȻͣת�������κα�����Ϣ�����������ڼ���ִ�У�ֱ������ײ�����ػ���������������ִ�г�������һ��ʱ��������֡�����⣬���������쳣���������������������������Ļ�е�����������żȻ�������Զ����������У���������ִ�е���е�ְ����ߵ���ץ��λ��δ�γ����߽����������㴦���źŵȴ�״̬����ɽ����ӽ����أ������б��������ĺۼ�����ϸ�۲�����������ֳ���װʵ��λ�����λ�ò��������º���ȷ��������Ա�����˳����ͽӽ����ء����ó����ͽӽ����ؽ����˸����������к��ʵ�λ�õ����������ų��ˡ�
���������ά���У���Ҫע�������Ϊ��ϵͳ�źŵ�ǿ�ơ��̽ӡ���·�������ɵĶ��ι���![]() 1.5�����ڻ�е��Һѹ�����ά������Ҳ����ɶ��ι��ϡ���Щ��Ҫ��Һѹ�������Ԫ����Һѹ���ࡢ���������С�������һ���ݶ��ȣ����లװ������Ҳ��������ι��ϡ�
1.5�����ڻ�е��Һѹ�����ά������Ҳ����ɶ��ι��ϡ���Щ��Ҫ��Һѹ�������Ԫ����Һѹ���ࡢ���������С�������һ���ݶ��ȣ����లװ������Ҳ��������ι��ϡ�
���磬1̨�ӹ����ģ���JOG��ʽ�£�z�����ƽ�ȣ����Զ�żȻ���ֶ�������ʹ�ӹ���������ֲ����Ƚ��ŷ��ٶȸ����źŶϿ����õ�ص�ѹ���źţ��������ɣ�˵��NCϵͳû�����⡣���ڴ�ǰz���Ƥ�����ˣ��������й�������Ϊ���ص���z���ŷ������������������ֵ����˿��ת����Ƥ���ͺŴ�![]() �̻��������ˣ�����ԭ�ͺ�Ƥ������������
�̻��������ˣ�����ԭ�ͺ�Ƥ������������
2��Ĥʽ������Ԥ����ʩ
�����ػ���ά���ֺ�����ά�ȼ�����Ԥ�����ػ���ά���в������ι��ϵ���Ҫ������������ػ���ά����Ϊ��е�ṹά�ޡ�����ϵͳ��Χ�豸ά�ޡ�����ϵͳģ�鼶ά������ϵͳ��·��Ԫ����ά�ޣ����ƶ����ά����Ա�����η�Χ�������Χ�豸��ά����������λ���ء���ť�������������ӵ��¼��Ӳ���ȸ������ֵIJ������ڶԸ�ά�ȼ���Ԥ����ά����Ҳ��Ԥ�����ػ������ϵ���Ч�ֶ�![]()
�;���ά���̶��ԣ�ά����ԱӦ�ϸ���ѭά�涨ѡ���ʵ���ά���ߡ�ά���غ���װ�ȣ��ܹ�Ԥ�������ɾ��������ɵ��ƻ���ά������Ӧע������ά��¼����¼ά��ǰ�ĸ��ֿ�����������ߡ���������ȣ�һ��ά��ʧ�ܣ����ָܻ�ԭϵͳ״̬���Ա�ά�Ķ���Ҫ��ֵ���Ȩ�乤��ԭ���Լ��������ԣ������Ƴ����ͼֽ��ά�����н���Ҫ�淶��ά��Ҫ��д��ϸ˵�����ϣ��浵���Ʊ��ܡ�
3������
�������豸��ά���У��кܶ�����Խ�����������⣬�ع�ͷ����������ά������ɵĶ��ι��ϡ����ƹ��ϵĽ�������ƺܼ���ʵά���̺ܼ��ѡ�һЩ��Ȼ�����Ĺ��ϣ��������жϺͽ��������Ϊ��ɵĶ��ι��ϣ������������Ʒ�Χ�ɣ�����ˮ������������ͬ������һ���Ľ����Ƚ�����ͬʱҲΪ����ˮ����Һ�������Ϻн��о��ȷ���Һ�������Ϻ��dz�������������װ��Һ�������Ϻи���ʵ�������Ƴɵ����˫�㡣Һ������һ������Ч���ϣ������ɲ���ֱ�˿����mm><0.4(m)��0�α�֯�ɵ����ף���Һ����������Ȼ״̬�̳�Բ�̣�Բ��ֱ���൱��Һ�����п�����ھ�����Բ�̵������ñ�ֺ�14mm�ֽ���װ��Һ�����Ŀ����ڣ�����ˮ����Һ������ʹ��ˮ���ӳ�ֽӴ����ɽ�ˮ���ܽ���ȵظ�����������һ�������̱�֤�˳������ڱ乤������ʱ����Ӧ���ܺ��ȶ����ܡ�
����Ĥʽ�������ڹ�����ʹˮʼ�մ�������״̬�����㹻��Ļ��ȱ���������Դ��ȴ���Ч���ã�����������С����������ȵ��������٣���Դ��ʧС�����ľ���Ч��Ҳ�ɹۣ���ͬʱ������������ĸ�ԣ��ʹ���������������У�ͨ���ɶ��ڳ��������50������֤��ˮ��ȫ��ˮ�´ﵽ���б���
2�ȵ糧��Ĥʽ��������������
�ȵ糧��3#��5#������Ϊ��Ĥʽ��������ɽ�ൺ�������������豸����˾���죬����������ʽΪ��ʽ��������ˮ�����ʽΪ��ʽ���ͺ�DCM-��ov�������0t/h��ˮ���ݻ�50m3,����¶�250�棬�����¶�104�棬���ѹ��0.19MPa������ѹ��0��02MPa,��ˮ�¶�30�棬��ˮ��100������Ҫ����
Q235һA������Ϊ����ˮ![]()
35#����������ͷ�ڲ��ṹ
5#����������ͷ�Ľṹɽ��ǡ���Ĥ���顢ˮ���ӡ�Һ���������������̡���ˮ��������6����ɣ�ͼ1����
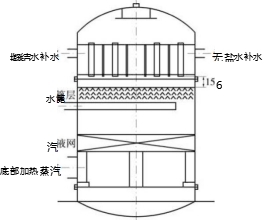
ͼ15#��Ĥʽ�������������ڲ��ṹ
��ǡ���Ͳ���ͳ�ѹ��Բ�η�ͷ�����Ƴɣ�����ͷֱ��1600mrno
��Ĥ����ɽˮ�ҡ���Ĥ�ܡ�����ˮ�ӹܡ�����ˮ�ӹ���ɡ���Ĥ�ܡ���ˮ�ܲ��Ͼ��ɲ�������죬��������������ޡ�
��ˮ���ӡ�����Ĥ�γ����ĸ�ˮ��ɽ��ˮ����������ˮ��������м������η��䣬ʹˮ�ʾ�������״���䣬�Ӷ��������²�Һ����![]()
����Һ������ɽ�����ı�ִ���һ��ԲͲ�壬��װ
����߶����Ƶ�0��0��3mm����ֱ�˿������ˮ�����������������ֽӴ������ȵ������¶Ȳ�������ȳ������Ա�֤����ˮ�к���![]()
���������̡������������ɴ˽ӽ�����������ͽṹ�ܺܺñ�֤����������ʹ�����������־���״̬��������������������������ˮ���ﵽ�����¶��¹���������
��ˮ��������ɽ������������������������Ϊͨ���ͽṹ������Ч�Ľ�����ʱ������ˮ�������������������ˮ�ıز����ٲ�����
45#���������˹����д����������
4��1��Ĥʽ�������������㡢��
5#��������װ�������ʱ������ʱ������������������������Ա��߸��ɣ������ˮ�������ڷ�ʱ������ͷ����ˮ�����������Ž�ˮ���ڷ��Ŀ�����ͷ�������Իζ���ˮ����������ͷ�����ſ��ų���������ˮ����ˮ��ˮλ�½����졣������Ա���̹�С��ˮ���������ڷ������ͳ��������ɣ�������������ʧ���������������������ɳ����������͵�ԭ�������ɽ�ڳ�������Ĥ�������ȱ�ݡ�����ͷ�ڲ����찲װ��������ȡ�����ͨ����5#����ͷ�����飬������Ĥ������Ĥ��Ϊ304�������ֹܣ�ֱ��65mm,����450mm���۲���Ĥ���ڿ������ڱ��������������Ҳ��ú�������Ĥ�ܲ��þ����������㹻�����������⡣����ˮ�����鷢����ˮˮ�����������й��ܣ���ˮ���Ӽ��ʵ�����8mm������ʱˮ��˳�����£����������ʱ����ˮ���Ӽ���С�����ڳ���ˮ˳��ͨ���������5#�����������������Ҫԭ����ˮ���㲼�ù��ܣ��谭�˳���ˮ���䣬��ɳ����������½�![]() 4��2�߸��ɺ��������ϸ�
4��2�߸��ɺ��������ϸ�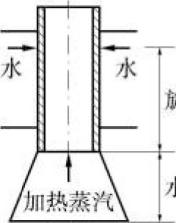
5#�����������е�������£������ȶ����������ϸ�2014���ȵ糧��5#������Ͷ�˽��д�����ʱ����������������ڹ涨��Χ�ڣ�������ʼ��>40��������Ĥʽ������ԭ����֪�����������������ϸ����Ҫ��ɽ��ˮ�¶ȹ��ͻ��ˮ���������������㡢�����ſ��Ȳ�������Ĥ����Ʋ�������ԭ��ȼ���ԭ����ɡ����г������Ƿ��ܰѻ�ѧ��ˮ���ȵ���Ӧѹ���µı����¶���ˮ�������ĽӴ�������Ĵ�С�кܴ�Ĺ�ϵ��ˮ������Ĥ�ܣ��γɵ�ˮĤȺ���䣬��������������������ͼ2�����γɵ�ˮĤȺ������ˮ���������Ƚ��������ǿ������ˮ�Ƚ�����Ч��������5#����������ͷ���ڲ��ṹ��֪��5#����ͷ�ڲ���Ĥ������ˮ���Ӽ��ֻ����6mm��࣬��ͱ�ʾ��Ĥ�ܺ���ˮ���Ӽ���С��ˮ����Ĥ�����½���δ�γ�������ˮĤȺ���ͱ���ˮ�����ƻ���������������ˮ�������˶��н�����������������Ĥ�ܣ�Ҳ������ˮĤȺ������������Ƚ�����������5#����������ʱ�������ϸ������θ߸��ɺ��������ϸ�
5#�������߸��ɺ��������ϸ�ˮĤȹ�ε�����һ��ԭ������Dz���ˮ�ļ����¶Ȳ������������ˮ��ˮδ�ﵽͼ2��Ĥ�ܹ������̱���״̬����ˮ�е��������ܼ�ʱ��ˮ�з���������������������Աȣ�5#����������ͷ����δ��װһ�μ�������������ɺ�����������º��������ϸ����һ��ԭ��
![]()

4��3��Ĥʽ������������ˮ����
��ɳ�����������ˮ����Ҫԭ��һ�dz���ͷ��������ˮ������ʧЧ��������Ĥ�����е���ͨ�ܴ������⣬��ͨ�ܵ������Ǽȿ��Խ������ڸ���ײ��������ų����ֿ���ʹ�����ڸ����ϲ��Ļ�ˮ����ͨ�����������ܱ����¡�ɽ�˿ɼ��������ͨ�ܵ��������㣬��ʹ�û����ڸ����ϲ��Ļ�ˮ���ܼ�ʱ���£���ɸ����ϲ�������ˮ�������������ͻ�����ˮ�����������ˮ![]()
ͨ����5#����������ͷ�ڲ��ṹ���м�飬5#��������Ĥ������ƺ�������ͨ�������ͳߴ�����������Ƿ���5#����ͷ�ڲ���Ĥ������ˮ���Ӽ��ֻ����6mm��ࡣɽ���жϣ�ˮ��������Ĥ�������γ�ˮĤȺʱ����ˮ������ң�������ϵļ�������δ��ȫ������Ĥ�ܣ���������ͨ����ͨ�ܽ��˵�����ͷ������ͬʱ��Ĥ����ͳ���ͷ�����ռ�����С�����������ˮ����![]()
55#��Ĥʽ���������������ʩ
5��1�������������㡢������ʩ
����ԭ������������������������ڳ���ͷ��ˮ���Ӳ��ù�����ɣ��ɽ���ˮ����ȫ����������²�����ˮ���ӣ�����ˮ���Ӽ��������16mm�Ա��ڱ���ˮ��˳��ͨ����ˮ���ӣ���ÿ����ˮ���ӽ������á���ˮ���Ӽ�����ǰ��Աȼ�ͼ3��

���8mm ���16rnm
ͼ3��ˮ���Ӽ�����ǰ��Ա�
5��2�߸��ɺ��������ϸ�����ʩ
521��߳������߶�
�������������Ļ���ԭ�����ܽ���ˮ�е���������ˮ��������ķ�ѹ�����ȡ��������������������������ȸ�ˮ�����ˮ���¶ȣ�ʹˮ���������ķ�ѹ�������ӣ����ܽ�����ķ�ѹ�������ͣ��ܽ���ˮ�е�����Ͳ����ݳ�����ˮ����������Ӧѹ���µķ����¶�ʱ��ˮ����ȫ����ˮ�������ܽ�����ķ�ѹ��Ϊ�㣬ˮ���پ����ܽ�������������༴�ܽ���ˮ�е����壬�����������ɱ���ȥ��������Ч��һ����������Ƿ�Ѹ�ˮ��������Ӧѹ���µı����¶ȣ���һ����������ܽ�������ų��ٶȣ�����ٶ���ˮ�������ĽӴ�������йء�
5#��������Ĥ��������ˮ���Ӽ���С����������Ĥ�������ˮ�����࣬�����������ʹ��Ĥ�ܳ��ڵ�ˮĤȺ�ܹ����õĺͼ����������л��ȣ��������������Ļ���ԭ����������Ĥ�������ˮ����֮�䰲װһ��500mm�Ķ̽����࣬��������������ˮ�Ļ������������߸�ˮ�ı����¶Ⱦ������ṹ��ͼ4![]()
522����һ�μ�������
���ݷ���5#�������߸��ɺ��������ϸ������һ��ԭ��
�̻�������
�����Dz���ˮ�ļ����¶Ȳ������������ˮ��ˮδ�ﵽ����״̬����ˮ�е��������ܼ�ʱ��ˮ�з���������������������Աȣ�5#����������ͷ����δ��װһ�μ������������尲װ�������£�ͼ4����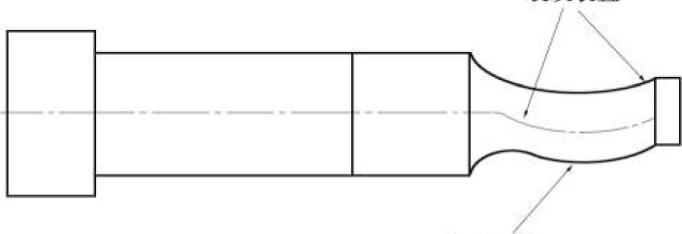
ͼ4����������ṹ
�ڳ������ϲ���װһ�μ���������Ĥ�ܣ�ͨ�������Ĥ�������ˮ���Ӽ������ڴ˼��������һ��DN32mm�ļ��������ܣ��˼��ȹܰ�װ����ˮ���Ӳ��Ϸ���0mm�����ڲ������ܰ�ʮ���Ͳ��֣�4��������Ӿ��ȿ��ס�
��������ֱ��ͨ����Ĥ����ˮ�ң�����һ�μ��������Բ���ˮֱ�ӽ��л�ϼ��ȣ�����߸�ˮ�Ľ�ˮ�¶ȡ�
5��3������ˮ�����ʩ
������ˮ��������������������ˮ���⣬ͨ�����������ж�Ϊ��Ĥ����ͳ����������ռ�����С��������ˮ������Ч�����ã�������ߴ˶ξ��룬ͬʱ������ˮ������![]()
��װ�������ռ�������5#���������е����������ϴ���һ��������δ�õ����û��գ�ֱ�����˴�����������һ̨�ܿ�ʽ������������5#�������������Ƚ�����������ˮ���ȿ���߽��˳������ĸ�ˮ�¶ȣ�Ҳ���Ի��ճ���������������������ˮ���������̼�ͼ5��
0
��Ĥʽ��������ˮĸ��DN��0 ��¯��ˮ��
ͼ5���ӻ�������������
����Ϊ̼�ع��߸־��нϸߵ�ǿӲ�Ⱥͽ�С�Ĺ��������ԣ��Ҵ�����ʱ�����γɴ־�����������֯��δ�ڻ���̼���������˸ֵ���ĥ�ԣ����Ҽ۸���ԴֺϽ߸���˵��Ƚϱ��ˡ�������Բ�����δ����T10����������ߴ��С����״�����ɽ��ᡢ�����������������ģ�ߡ�ij����Ҫ�������Ͻ���Ʒ����ȣ�3��0��2��mm������ѹ�豸�еij�ͷ����ͼ1��ʾ������T10�������죬Ҫ��Ӳ����60��621-IRC���ڱ���һ���ӹ�����������ȴ�����������ҪΪ�����ρ^����^��790��10����������˻�700����¡�10min)><5min���ּӹ��^��790��10����ˮ�㣨NaCI��Һ����5min+220��ػ��60min�^���ӹ���T10�ֳ�ͷ�ڲ��ô˹���ʹ��һ��ʱ����ֳ�ͷʹ�������̣�����Ƶ�ʸߣ�����Ʒ��<5000�����Ҿ�����ʽ��Ҫ�dz�ͷ�п�λ�ñ��Σ���ͼ2��ʾ��
1��ͷʧЧ�ķ���
��ͷ���κͶ��ѵ���Ҫԭ���ǣ�ɽ�ڳ�ͷ�ڹ���ʱҪ�ܵ�4ͼ1��ͷ�ṹ����װ����������ͼ2��ͷ���μ�����ʾ��ͼ
ƫ���غɺͳ���غɵ��������ĸ���Ӧ�������������Ӧ��������ͷ����ǿ��ʱ��ͷ�ͻᷢ�����Ա��Σ���Ҫ��������������ѣ���˵����ͷ����ǿ��ƫ�ͣ���Ҫ������2���棺һ���ȴ�����ij�ͷû�е����ȴ���ǿ��Ҫ�����ȴ���������ɽ�ڲ����ϴ���Ӧ����ɳ�ͷ�����˽�С�ı��Σ�ʹ�ó�ͷ��������������½������ܵ�һ����������ʱ����������ı����������ѡ��ȴ������ͷδ�����ȴ���ǿ��Ҫ����Ҫ��2��ԭ��
��ͷ��ѧ�ɷ�û�дﵽ����ͨ�������ǶԱ��κ�ij�ͷ���л�ѧ�ɷ֣��������������1������������GWE1298һ2008��̼�ع��߸֡���Ҫ�������
��ͷ�ȴ�����֯���ã��Ա��γ�ͷȡ�����н���۲��֪������֯Ϊ�ػ��������AR��������֯���ֲܷ����ȡ��ֶԱ��γ�ͷ��������Ӳ�Ȳ���������Ӳ�ȶ���601-IRC���ϣ���ˣ���ͷ���ȴ�����֯�ﵽ���ȴ�������Ҫ����
��5#��Ĥʽ����������ͷ�Ľ����飬���ֳ���ͷ����������⣬ˮ���㲼�ù��ܡ���Ĥ������ˮ�������С�����ˮ����Ĥ�����½���δ�γ�������ˮĤȺ���ͱ���ˮ�����ƻ���������������ˮ�������˶��н�����������������Ĥ�ܣ�Ҳ������ˮĤȺ������������Ƚ������������5#�����������ͣ��߸��ɺ��������ϸ�������ˮ�����⡣ͨ�����´�ʩ����������⡣
���²�����ˮ���Ӽ�࣬ʹ��Ĥ�����½��ij���ˮ˳������ͨ����ˮ����![]() ��߳���ͷ��Ĥ�������ˮ���Ӽ�࣬�����ˮ������ٵ����2017��7���ϣ��Ļ������
��߳���ͷ��Ĥ�������ˮ���Ӽ�࣬�����ˮ������ٵ����2017��7���ϣ��Ļ������![]() �ڳ���ͷ��������һ�μ�����������߳���ˮ�ļ����¶ȣ���֤��ˮ�ܹ������ȵ������¶ȣ���߳������ij���Ч��������һ̨�ܿ�ʽ���������ȿɼ��ȳ�������ˮ�¶ȣ�Ҳ�ɻ��ճ�������������������ˮ���ﵽ���ܵ�Ŀ��
�ڳ���ͷ��������һ�μ�����������߳���ˮ�ļ����¶ȣ���֤��ˮ�ܹ������ȵ������¶ȣ���߳������ij���Ч��������һ̨�ܿ�ʽ���������ȿɼ��ȳ�������ˮ�¶ȣ�Ҳ�ɻ��ճ�������������������ˮ���ﵽ���ܵ�Ŀ��![]()