- ��¯������ϵ��
- ������Ĥ�Ľ��ͳ�����
- ��ճ�����
- �绯ѧ�����λһ�������
- ����������ˮ��װ��
- ��λ��ճ�����
- ����ʽ������
- ����������
- ��Ĥʽ������
- ����������
- ��λһ����յ绯ѧ������
- ȫ�Զ�����������
- ��Ĥʽ����������
- ������ϴϵ��
- ������������ϴװ��
- ������������ϴϵͳ
- ������-������ϴ���
- װ����-������ϴ���
- �����-������ϴ���
- ��������-������ϴ���
- ������ϴװ��
- ��������ϴ�������
- ������ѭ��ˮ��������
- ��ҩװ��ϵ��
- �����μ�ҩװ��
- ���ܼ�ҩװ��|ȫ�Զ���ҩװ��
- ѭ��ˮ��ҩװ��
- ¯ˮ��������װ��
- ��ҵ��ˮ��ϵ��
- �ֶ���ת����ϴ��ˮ��
- ȫ�Զ�����ϴ��ˮ��
- ȫ�Զ�����ϴ������
- ���ܼ�������ˮ��
- �ֶ���ˮ��
- �綯��ˮ��
- ȫ�Զ���ˮ��
- ��ҵ��ˮ��
- �쿪ä�������
- ������ͻ�ϵ��
- ƽ��������ͻ�
- ���������ͻ�
- ������ͻ�Ӧ��
- �߾��Ⱦ������ͻ�
- ��¯������ϵ��
- ���ͷ����������
- ��¯���������
- ��¯������
- ����������
- ����������
- ����������
- �ܵ�������
- ���������
- ��������
- ��ȫ��������
- ���ͻ�������
- ��ձ�������
- ���ֻ�������
- ��¯�ܵ�����������
- ��¯����������������ʽ
- �������ܼ����豸
- ��Һ������Һλ������|��ˮ��
- ú��ȡ����|��¯�Զ�ȡ����
- ��������װ��
- ��ˮ����������ͨ������ͨ����
- �й�ʽ������
- �ɻ�ȡ����
- ú��ȡ����
- ��¯ȡ����ȴ��
- ��Һ��������ˮ��
- ����ʽ�ɻҵ���ȡ����


��¯������������������
��ȫ�������������������
���ͻ�����������ձ�������
�ܵ���������С��������
��������������ɢ������
����������������������
��Ĥʽ����������ճ�����
����������������������
��λһ����յ绯ѧ������
ȫ�Զ���ˮ�����綯��ˮ��
�ֶ���ˮ������ҵ��ˮ��
����ϴ��ˮ�����綯���۹�����
ȫ�Զ�����������������
������ϴװ�������ེ��
��Ƥ���������ɰ����
������������ϴװ��
�������Զ�������ϴװ��
ѭ��ˮ�����
ȡ����ȴ����ú��ȡ����
�ɻ�ȡ�������й�ʽ������
��ˮ����������Һ��������ˮ��
����������Ĥʽ������ˮ���ֳ����Ӽ���˵����
����������Ĥʽ������ˮ���ֳ����Ӽ���˵����ij�˵�վ��Ĥʽ������ˮ��ijߴ�ϴ������������������ֳ�ƴ�������Ӻ��ȴ������ѶȺܴ�����ѵ㣬�����ƶ���һ����֮��Ч�ij���������������ֳ����Ӻ;ֲ��ڴ������գ���ʵ����ȡ���˳ɹ����õ�վ����Ĥʽ������ˮ���ɹ���ij��˾������죬�䳤��Ϊ45210mm��ֱ��Ϊ4250mm�����Ϊ25mm,Ϊ�����豸���估��װ��ˮ������ι����ֳ��麸�������ṹ��ͼ1ʾ��
ͼ1��Ĥʽ������ˮ��
1��Ĥʽ���������ӡ��ȴ����ص�
1.1��Ĥʽ������ˮ����Ʋ���Ϊ20g,X���¿���ͼ2ʾ������Ҫ��Ƚϸߣ�ƴװ���������ʱ��ȼ�һ�������������100%VT��100%RT������顣�ڹ��ں˵硢��罨���У��ֳ���˴������ƴ�����������ֳ�ʩ�����ȴ�����������ɽ����
ͼ2�¿�ʾ��
1.2��Ĥʽ������ˮ���ɸְ���ƶ��ɣ��¿ڴ�����һ��������Բ�ȣ���Ȼ״̬����ƴװ�Կڣ���ֲ�����ֵΪ15mm������ǰ����ǧ�ﶥ��Ш��������ڣ�ʹ������ľֲ�����ֵW2.5mm,��ǿ���������λ�ã������ڻ���ںܴ����Ӧ�����ʺ�������и��»ػ������Ա����ͷŲ���Ӧ�������������в����⣬���ƺ����������֯����ѧ���ܡ������ֳ�ʩ���������ޣ������ȴ�������¯�ڽ��������ȴ�����ֻ���õ���ȣ�Զ���⣩��ʽ���оֲ��ȴ���������ֱ�����ȴ������蹦��Ҳ���ȴ����豸�������������²��ϡ�����ѡ��������Ҫ��
1.3�¿ڶ��治ƽ���Ҵ��ڽϴ��ƫб�ȣ���������¿ڶԿڼ�϶�ܲ����ȣ���2mm?8mm֮�䣬��Ӱ�캸���IJ����������������
1.4��Ĥʽ������ʩ�������ϲ�
1.4.1��Ĥʽ������ˮ����մ���˷����ͣ��������˸���һ���˿ף�������谵����װ���еƷ������ߣ�ˮ����ͷ��ʹ��װ���ŷ��ȣ�����Ч�����DZȽϲ����ʱˮ�������ƣ��̳��ִ�ͬʱ��ˮ���ڲ����ܵ��ֽṹ�������IJ����ռ����С��Ӱ�캸��������������
1.4.2��Ĥʽ������ˮ���Ǹ���¶���13.2m��ĸֽ����������ϣ�������ã��غ����¸ߡ���������ꡱ�࣬��Щ��������Ӻ��ȴ������������ܴ�����ѡ�
2�Կ� �Կ�ǰ���¿ڱ��漰�����ĸ�������20mm��Χ�ڵ����ۡ��⡢���ᡢ�۹����ý���ĥ��������ɾ���ֱ��¶����������
���ð˿���������̣���ͼ3ʾ��ʹ�Կڼ�϶������2mm?8nun֮�䡣�д��ڵ�λ������Ш��ķ�����ƽ��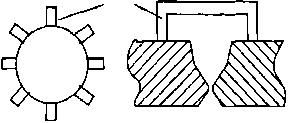
ͼ3���������ʾ��ͼ
3��Ĥʽ����������
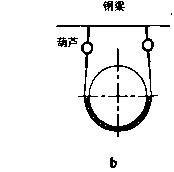
3.1�ڻ������Ϸ�����һ�����������ȷ����Ϊ2m�Ľ��ּܽṹ��Ȼ����������Ͳ���ʹ�������������ܵ������ꡣ
3.2Ϊ�˱����������֤�������������GTAW+SMAW���ӷ�����
3.3��˿����TIG-J50,�������J507,350��C�決1Сʱ��ʹ��ʱ��װ��80~110*C�ĺ�������Ͳ�ڣ�������ȡ��
3.4���Ӳ������±�ʾ��������������Ϊ8?12L/min<>
���ӷ��� ���� ���ӵ�����A�� ��ѹ��Χ��V��
�ͣ��ƣ��� ���mm�� ���� ��Χ��A��
GTAW TIG-J5O 62.5 DCSP 110��125 12?15
SMAW J507 63.2 DCRP 85?135 22?25
SMAW J507 ��4,�� DCRP 125?165 23?27
3.5����˳��
3.5.1�Ⱥ����¿ڣ������¿ڣ����㲼�ü�ͼ4��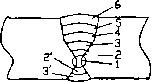
ͼ4���㲼������ͼ
3.5.2������������Բ��Ϊ�ԳƵ���жԳƺ��ӣ��Է����ӱ��Ρ�
3.5.3һ��Ϊ�Ȼ����㣬Ϊ�˱������¿������������������ڱں����Ⱥ���϶С������϶�������ȿ�����3mm?4mm����������Ҫ���ֶԳƺ��������ٶȻ���һ�£�ÿ�㺸��ɷ�������ɣ�һ�Σ���һ��������9����λ�ÿ�ʼ����һ��������6����λ�ÿ�ʼ������ͷ��ָ���ӣ�,���Σ���һ��������6����λ�ÿ�ʼ����һ��������3����λ�ÿ�ʼ������ͷ��ָ���ӣ���ͼ5ʾ��
3.5.4�纸��ĺ���˳����Ȼ�����ĺ���˳��һ������������ʼ�ձ��ֶԳƺ��ӡ�
3.6����ע������
�����¿ں�����ɺ��ֺ�����ˮ�䳤�ȷ���������1mm?4������϶����൱խ��Ϊ�˷�ֹ���¿ں���ʱ����δ������������¿ڽ���������¿ڸ���Ӧ��Բ��Բ�ǰ뾶��С��6nun,ʹ֮���ں��Ӳ�������϶���ý���ĥ�����ĥ����϶С������̼���������������ý���ĥ���ĥȥ��̼�㣻
�������㺸������Ϻ�Ӧ�������дβ�ĺ��ӣ�
�����ڶ����Ȳ����ں���ֱ�����屶�����㺸���ĺ�Ȳ��������ú���ֱ����2mm�����������ͷӦ�������������Ӧ���ף��ϲ��˺ϸ��ʱ���дβ㺸�ӣ�����¶ȿ�����35O'C֮�ڣ����ӽ�����ĥȥ���������ʱ���µĺ��̣������������ɽ������ɾ���
4��Ĥʽ�������ȴ���
4.1�ȴ�������ѡ��
�����������鹫ʽ���ȴ�������P=DSʽ��P�����蹦�ʣ�kW��Dһ��ֱ����Ӣ�磻Sһ���ӱں�Ӣ�硣����Ϊ�ҹ�������������λʱΪ��P=��DS��/650D��S�ĵ�λ��Ϊmm���ȴ���ʱ�����������蹦��Ϊ��&��4250X25/650=163.5kW�������ϼ������ã���Ĥʽ������ˮ�����蹦��ԼΪ163.5kW�����������������飬һ����1?1.5�����������蹦�ʾͿ�˳�������ȴ��������ǵ��������ϴ�ɢ�ȽϿ죬ͬʱ�ȴ������ĸ��ɲ��ܹ��ߣ��Է������ջ٣�������ѡ����ȴ������Ķ�������Ҫ����245kW,��ѡ���ͺ�ΪDWK-A-360�ĵ����¿��ǣ�������Ϊ360kW,������������¯��ÿ������¯����������˿ڡ�
4.2�ȵ�ż��ѡ��
ѡ���ͺ�ΪWRRK-130��K�ֶȣ���Im��,���·�ΧΪ-50~1300��C���ȵ�ż���ȵ繲����12֧���䴥����벼���ں����ϡ�����11��12�����������ڱڣ���һ��¯�Ӽ���¶ȣ��Ա���ʱ�۲�������²������������²����10֧������������ڣ���Ƭ��������һ֧�ȵ�ż���£��ȵ�ż�����ڴ��ڸ�λ�õļ������ڱڣ���ͼ6ʾ����10֧�ȵ�ż��5������¯�ֱ���£�ÿ������¯����������˿ڸ���1֧�ȵ�ż���ȵ�ż�̶����ô���ѹ���ķ�������װʱ���뱣֤�ȵ�ż���ȶ��뺸��Ӵ����ã����渲�DZ��²��ϣ��Ա����������ֱ���ȴ�����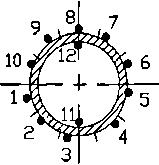
ͼ6�ȵ�ż����ʾ��ͼ
4.3��������ѡ��
���������õĿ���^6<5+120mm,��N270mm3Ϊ�����ں�;�������ܳ�=nD=3.14X4250mm=13387.5mm�������й����Ĵ�ʽ��������ѡ�����ʵĹ��670mmX328mm,�ü�����ÿƬ����Ϊ10kW������������=�������ܳ���ÿƬ�������ij���=13387.59670
R20��Ƭ�����������ܹ���=20ƬX10kW/Ƭ=200kW,�ù��ʴ������ۼ������ù��ʣ�����ѡ�ļ������������ȴ���Ҫ��
4.4���²��ϵ�ѡ��
���¿���N�������İ�װ����+200N528mmѡ��̺ʽ���������²��ϣ����Ϊ����X��X��=6000mmX600mmX30mme
4.5�ȴ������ղ���
�������ٶ�W6250/6,C/h,�Ҳ�300��C/h,�ó��������ٶ�^250-C/ho�ȴ����¶�ȡ600?650C,����ʱ�����1.5h���ȴ����������IJ��ã���һ�鳤5000mm,��700mm�İ���Ƥ�������øֽ����й̣��������65�ĸ�˿��������̺ʽ���²��������������棬�ٽ�����˿���õ�10Ƭ���������ڱ��²������룬��ͼ7aʾ���ٽ���˿���ú�«�����̶���ˮ���Ϸ��ĸ����ϣ�ʹ�����������²��ϡ�����Ƥһ���������Ĥʽ������ˮ�价��������·�����ͼ7bʾ����ʣ�µ�10Ƭ����������˿��������ˮ�价�����Ϸ������²����ϲ�����������˿����š����ʹ20Ƭ�������������ڹܱڡ����²��ϵIJ��ã�ˮ����ڰ������㱣�²��ϣ��������ڱ�����һ�㱣�²��ϣ����ڱ��ó�Լ100mm�ı��¶����㺸�ڼ��ȿ��ȵ������ڣ������ȷֲ��������²����õ�̺õı��¶��̶������������ڱڣ�����������Ҫ����и��»ػ��ȴ�����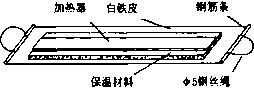
5��Ĥʽ����������
�ȴ�������������ڵ㺸����ĥ�����ĥ�⻬������PT�����飬ȷ���㺸�������ƣ����������һ��RT����ϸ��ʽ�Ϊ100%��Ӳ�ȼ�����Ϲ��Ҫ����������ã�ˮ���س��ȷ�������ƫ�۱��Ρ������ϵĺ��Ӻ��ȴ������ճɹ��Ľ���˸ú˵�վ��Ĥʽ������ˮ�价������ֳ����Ӻ��ȴ��������⡣��Ĥʽ������ˮ����������δ�������⣬ʵ��֤�����������յĿ����ԡ�