

- 锅炉除氧器系列
- 新型旋膜改进型除氧器
- 真空除氧器
- 电化学真空三位一体除氧器
- 除氧器溢流水封装置
- 低位真空除氧器
- 大气式除氧器
- 解析除氧器
- 旋膜式除氧器
- 热力除氧器
- 三位一体真空电化学除氧器
- 全自动解析除氧器
- 旋膜式除氧器改造
- 胶球清洗系列
- 冷凝器在线清洗装置
- 凝汽器胶球清洗系统
- 收球网-胶球清洗配件
- 装球室-胶球清洗配件
- 胶球泵-胶球清洗配件
- 二次滤网-胶球清洗配件
- 胶球清洗装置
- 凝汽器清洗胶球分类
- 凝汽器循环水二次滤网
- 加药装置系列
- 磷酸盐加药装置
- 智能加药装置|全自动加药装置
- 循环水加药装置
- 炉水加磷酸盐装置
- 工业滤水器系列
- 手动旋转反冲洗滤水器
- 全自动反冲洗滤水器
- 全自动自清洗过滤器
- 精密激光打孔滤水器
- 手动滤水器
- 电动滤水器
- 全自动滤水器
- 工业滤水器
- 快开盲板过滤器
- 真空滤油机系列
- 透平油真空滤油机
- 多功能真空滤油机
- 真空滤油机应用
- 高精度精密滤油机
- 锅炉消音器系列
- 柴油发电机消音器
- 锅炉风机消音器
- 锅炉消音器
- 蒸汽消音器
- 排汽消音器
- 吹管消音器
- 管道消音器
- 风机消音器
- 小孔消音器
- 安全阀消音器
- 柴油机消音器
- 真空泵消音器
- 汽轮机消音器
- 锅炉管道吹管消音器
- 锅炉蒸汽消音器几种形式
- 其它节能减排设备
- 汽液两相流液位控制器|疏水器
- 煤粉取样器|锅炉自动取样器
- 蒸汽回收装置
- 射水抽气器(多通道、单通道)
- 列管式冷油器
- 飞灰取样器
- 煤粉取样器
- 锅炉取样冷却器
- 汽液两相流疏水器
- 旋流式飞灰等速取样器


真空除氧器水箱焊缝裂纹的修复及补焊说明
近年来,我国许多电厂的真空除氧器水箱均发现了不同程度的裂纹,严重影响了机组的安全运行,就此简述针对真空除氧器水箱焊缝裂纹产生的原因而采取的焊接及消除焊后残余应力的措施,保证了真空除氧器的安全运行。
热电厂2号机(200MW机组)真空除氧器在1999年08月大修中发现水箱筒体内水侧环焊缝表面存在着大量裂纹。该真空除氧器其材料为20g,长20000mm,内径3436mm,公称壁厚18mm,工作介质为水和水蒸气,工作压力为0.76MPa,工作温度为173℃,共12条环焊缝。在大修中我们对裂纹进行了处理。
一、真空除氧器裂纹概况
经磁粉探伤检查发现,几乎每条环焊缝都存在着数量不等的裂纹,且分布在水侧,汽侧部分均未发现裂纹。裂纹大多沿焊缝横向,少数延伸至母材。从裂纹的走向和分布分析,具有应力腐蚀裂纹的特征。用角向砂轮打磨发现6条环焊缝的水侧部分裂纹为严重,深达17mm,5条、7条也有深达11mm、15.5mm的裂纹,其它裂纹在打磨较浅后去除。如图1所示“X"表示缺陷焊补区)。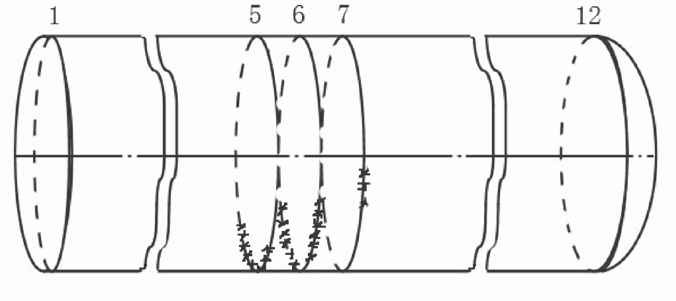
经强度核算,该真空除氧器水箱所需小壁厚为11.74mm,为保证真空除氧器的安全运行,对打磨后剩余壁厚小11.7mm的打磨凹坑应进行焊补。
裂纹产生的原因
真空除氧器水箱裂纹主要原因是焊接工艺和焊后热处理工艺不当而导致氢的延迟裂纹,其扩展则是应力腐蚀、震动和疲劳的综合作用的结果。
裂纹特点
裂纹集中发生在焊缝及热影响区,远离焊缝与热影响区很少有裂纹。大多数裂纹方向垂直与环焊缝,并平行发展,只有个别裂纹与环焊缝平行或有一定夹角,纵向焊缝很少有裂纹。裂纹主要发生于水箱内壁水位线以下的焊缝及热影响区,容易发生部位是环焊缝与支撑结构加强圈的间断焊缝附近。裂纹起源于内壁焊缝表面及熔合线附近,然后向焊缝两侧及外壁扩展。裂纹多为穿晶开裂,也有沿晶开裂,或混合开裂,有较多小分支,裂纹断面表面覆盖一层腐蚀产物并充满裂纹。
二、真空除氧器裂纹挖除和坡口制备
由于裂纹大多沿焊缝横向,为避免焊补时出现十字焊缝,打磨裂纹时必须沿焊缝纵向开坡口。裂纹延伸至母材时用电动旋转锉刀沿坡口面局部挖除。严格控制坡口的宽度和深度,不得随意加大,以减少填充金属量,从而减少焊后残余应力。
为保证焊补质量和便于施焊,必须将坡口面修磨成圆滑表面,不得有尖锐凹槽或死角,坡口形状呈U形,如图2所示。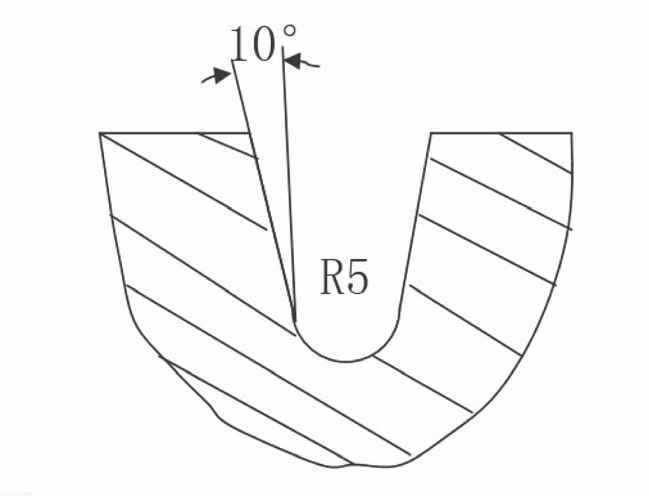
图2坡口形式
焊补前对坡口面及周围进行表面探伤,确认无裂纹及其它缺陷。并将坡口面及其附近的锈污清理干净,至露出金属光泽。
三、真空除氧器裂纹补焊
使用逆变ZX7-400ST弧焊机,采用手工电弧焊,反接法,选用E5015(J507)焊条。一层焊条为½2.5mm,焊接电流为70~75A;其余层用½3.2mm,焊接电流110~120A。焊前将焊条烘焙至400℃,并恒温2小时,领用时用保温筒盛装,以免吸潮。先填补坡口面中的凹坑,将凹坑焊满使之与坡口面平齐后再填充坡口。由于坡口深浅不一,施焊坡口时应先将坡口底部焊补平整,这样便于接头和保证焊接质量。施焊时须以短弧操作,以窄焊道为宜。采用多层多道、短段分散焊法,以避免集中加热,除低应力水平。每个焊道的接头部位要错开,层间要认真清理和自检,发现缺陷要彻底清除干净后方可继续施焊。严格控制焊缝余高使之略高于母材表面,每侧增宽不超过2mm,整个焊缝与母材呈圆滑过渡,防止应力集中。
四、真空除氧器焊后热处理
根据《电力建设施工及验收技术规范(火力发电厂焊接篇)》DL5007-92的规定,该真空除氧器壁厚为18mm,可以焊前不预热,焊后不热处理。但考虑到容器刚性大,焊补量多,焊后存在较大残余应力而残余应力的存在将会增大应力腐蚀倾向,焊后应进行去应力处理。而由于真空除氧器水箱低应力峰值,改善接头性能。使用DJK-30型加热控制仪,履带式加热器。
采用内加热、外保温法,即将加热片贴盖在真空除氧器内壁焊缝处,对覆以应于外壁则硅酸铝石棉保温。加热宽度为焊缝两侧各80mm,保温宽度为焊缝两侧各300mm。升、降温速度各为200℃/h,加热温度为(600~650)℃,恒温1小时。测温点对称分布在焊缝中心两侧,每400mm焊缝长度范围内设置一组测温点。热处理曲线如图3所示。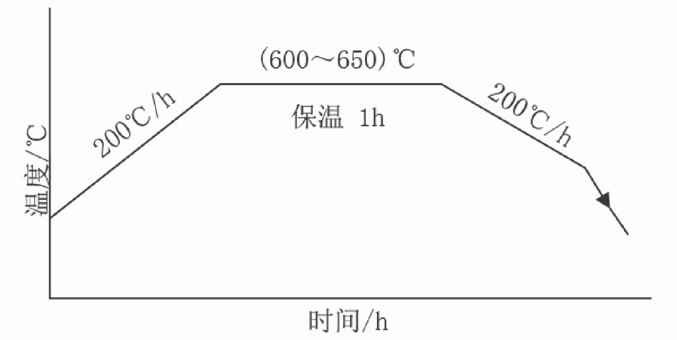
图3热处理工艺曲线图
五、真空除氧器无损检验
将焊缝表面及附近50mm范围打磨平滑,进行磁粉探伤检查,未发现缺陷磁痕堆积。用X射线拍片抽查,未发现裂纹及其它超标缺陷,结果合格。
真空除氧器的结构刚性较大,在焊补时应采用小电流分散焊法以减小焊接残余应力,防止产生焊接裂纹,降低应力腐蚀倾向。在检修现场采用内加热、外保温法进行焊后热处理,可改善接头应力分布,提高接头性能,改善焊缝金属组织。