

- 锅炉除氧器系列
- 新型旋膜改进型除氧器
- 真空除氧器
- 电化学真空三位一体除氧器
- 除氧器溢流水封装置
- 低位真空除氧器
- 大气式除氧器
- 解析除氧器
- 旋膜式除氧器
- 热力除氧器
- 三位一体真空电化学除氧器
- 全自动解析除氧器
- 旋膜式除氧器改造
- 胶球清洗系列
- 冷凝器在线清洗装置
- 凝汽器胶球清洗系统
- 收球网-胶球清洗配件
- 装球室-胶球清洗配件
- 胶球泵-胶球清洗配件
- 二次滤网-胶球清洗配件
- 胶球清洗装置
- 凝汽器清洗胶球分类
- 凝汽器循环水二次滤网
- 加药装置系列
- 磷酸盐加药装置
- 智能加药装置|全自动加药装置
- 循环水加药装置
- 炉水加磷酸盐装置
- 工业滤水器系列
- 手动旋转反冲洗滤水器
- 全自动反冲洗滤水器
- 全自动自清洗过滤器
- 精密激光打孔滤水器
- 手动滤水器
- 电动滤水器
- 全自动滤水器
- 工业滤水器
- 快开盲板过滤器
- 真空滤油机系列
- 透平油真空滤油机
- 多功能真空滤油机
- 真空滤油机应用
- 高精度精密滤油机
- 锅炉消音器系列
- 柴油发电机消音器
- 锅炉风机消音器
- 锅炉消音器
- 蒸汽消音器
- 排汽消音器
- 吹管消音器
- 管道消音器
- 风机消音器
- 小孔消音器
- 安全阀消音器
- 柴油机消音器
- 真空泵消音器
- 汽轮机消音器
- 锅炉管道吹管消音器
- 锅炉蒸汽消音器几种形式
- 其它节能减排设备
- 汽液两相流液位控制器|疏水器
- 煤粉取样器|锅炉自动取样器
- 蒸汽回收装置
- 射水抽气器(多通道、单通道)
- 列管式冷油器
- 飞灰取样器
- 煤粉取样器
- 锅炉取样冷却器
- 汽液两相流疏水器
- 旋流式飞灰等速取样器


真空除氧器在设计安装中对给水泵安全运行的影响说明
真空除氧器在设计安装中对给水泵安全运行的影响说明,阐述了给水泵汽化的原因,对真空除氧器在设计安装中对给水泵安全运行的影响进行了分析。
由于电厂的热力系统是一个循环系统,每一个环节均起着很重要的作用,而且环环相扣,真空除氧器的设计安装对给水泵的安全运行起着至关重要的作用,对电厂的安全生产也必将产生很大作用。某厂真空除氧器均为高压真空除氧器,在热力系统中承担着多种功能,它是汽轮机设备系统中的一个混合式加热器,同时是连接凝结水泵与给水泵之间缓冲的容器,主要的作用是利用气体分压力(气体分压力的原理是当容器内水的温度达到容器内压力对应的饱和温度,此时水中的气体受水的分压力作用,就会从水中析出)的性质除去给水中具有腐蚀的氧气和二氧化碳气体,以保证机炉设备的安全运行。给水泵的作用是将真空除氧器贮水箱内具有一定温度、除去氧的凝结水提高压力后,连续不断地输送给锅炉,满足锅炉的需要。真空除氧器的设计和安装对给水泵的安全运行影响很大,如果在设计和安装上有问题,就会造成给水泵汽化。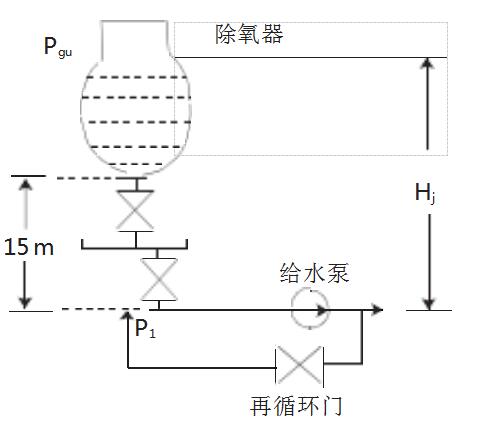
1、真空除氧器给水泵汽化的原因
(1)运行中真空除氧器压力突然下降很多。
(2)运行中真空除氧器水位急剧下降。
(3)给水泵入口滤网堵塞。
(4)给水泵入口或下水母管内的水温超过该压力下的饱和温度。
(5)锅炉调整不当,给水流量突然大幅减少。
2、真空除氧器给水泵汽化的理论分析
给水泵汽化从理论上讲是因为给水泵入口处给水压力(P1)低于该处水温所对应的饱和压力(Pt)。图1为给水系统中给水泵与真空除氧器连接的简图。
给水泵入口侧给水压力P1等于真空除氧器工作压力Pgu与真空除氧器给水箱水面至给水泵中心线几何高度水柱静压力Hj之和再减去吸水管、阀门的阻力Pj,即P1=Pgu+Hj-Pj,而饱和压力Pt则是一个与入口水温相对应的压力值,不同的温度会对应不同的饱和压力值。由于给水泵入口处水温就是真空除氧器工作压力下的饱和温度,所以正常情况下饱和压力Pt在数值上等于真空除氧器工作压力Pgu,以上的等式也可写成:P1=Pt+Hj-Pj,从这个等式可以看出由于给水泵管道阻力或其他因素而使P1<Pt时,给水泵入口处的部分水将汽化为蒸汽,这也就是我们所说的给水泵汽化。
给水泵汽化时将影响出口压力,会发生水冲击现象,严重时造成给水泵的汽蚀损坏,锅炉断水。为了避免给水泵入口汽化,应使给水泵入口压力高于真空除氧器内饱和温度5℃以上对应的饱和压力值作为确定给水泵入口压力的依据。在设计上通常采用真空除氧器及给水水箱布置标高的办法来解决这一问题。
3、真空除氧器给水泵在事故情况下容易产生汽化的原因分析
从以上给水泵汽化的原理可知,一般真空除氧器在正常运行中高出给水泵15m~19m来避免给水泵汽化,而该电厂真空除氧器压力为0.49MPa,水温为158℃,由此可以看出,正常时给水泵入口压力大于真空除氧器工作压力,也就是说大于给水泵入口处水温所对应的饱和压力,因此不会汽化。但是在事故情况下,由于三抽母管压力急剧下降,就会造成真空除氧器压力急剧下降,即Pgu下降,或锅炉大量排汽,真空除氧器水位被急速拉低,即Hj急剧下降,再加上真空除氧器压力也有所下降,即Pgu下降。由公式P1=Pgu+Hj-Pj可知,当真空除氧器工作压力Pgu有一个突然降低值时(压力低有各种因素),给水泵入口压力P1也会降低很多,由于真空除氧器水箱的热容量较大,尽管真空除氧器压力已经降低,但水温瞬间还来不及相应下降,所以此时就出现了给水泵入口压力低于给水泵入口水温所对应的饱和压力,即:P1<Pt的现象,而使给水泵发生汽化。
4、1号机组大修新安装的真空除氧器与原真空除氧器对比
由于安装高度受到条件限制,只能在原位置上进行安装,这样在设计上,中洲汽轮机厂采用增大水箱直径,提高真空除氧器水位即Hj增大,水位由原先1.8m增加至2.8m。根据P1=Pgu+Hj-Pj可知:当Hj增大,Pgu,Pj不变时,P1将增大,起到了提高水泵抗汽化能力。
某厂原真空除氧器均系哈尔滨锅炉厂制造,真空除氧器上部安装了喷雾装置,喷雾装置下而是22层填料,采用在除氧头边进汽边补水,补水温度20℃左右,维持真空除氧器水位。在事故情况下真空除氧器水位波动大,压力不稳定,因为补水和真空除氧器水温相差较大,所以对真空除氧器造成的冲击力较大,而这次1号真空除氧器设计制造为中洲汽轮机厂制造,这次设计为高压膜真空除氧器,除氧头由筒体一级除氧装置、二级除氧装置等组成,而且真空除氧器的补水也采用凝汽器内补水,经过凝汽器除氧、低压加热,提高了进入真空除氧器的补水温度。即使在事故情况下,和以前相比也增加了给水泵的安全性和稳定性。
因为改进补水装置,采用凝汽器补水,经过凝汽器内的乏汽加热补水,并且在凝汽器内利用气体分压力性质除掉补水中的氧气、二氧化碳和不凝结的气体。通过低压加热器加热,大大提高了进入真空除氧器的补水温度。补水温度由20℃提至145℃,再经真空除氧器进汽加热至158℃,大大减小了补水时对真空除氧器的热冲击力,稳定了真空除氧器压力、水位。再者汽轮机各抽汽段加热凝结水的作用加大,提高了汽轮机的热效率。根据公式:P1=Pgu+Hj-Pj,由于式中Pj一般不变,当Pgu,Hj稳定不变,P1也就不变了,从而保证了给水泵的运行稳定性。即使在事故情况下,由于进入真空除氧器的补水温度升高,从而提高了补水能力,更易维持真空除氧器的水位。这次更换的真空除氧器除氧效果比以前也有了较大的提高。给水的溶氧由原先7μg/mL~8μg/mL降至2μg/mL~3μg/mL,提高的给水品质,降低了对给水、锅炉系统金属的腐蚀。
通过对真空除氧器以上几个方面的分析,就会清楚地看到:如果真空除氧器在设计安装过程中出现问题,就不能使给水泵安全运行,就会造成热力系统运行不畅,对整个机组的安全运行带来很大的影响。
5结论
(1)真空除氧器在设计上就满足整个机组循环系统的出力,充当混合式加热器的功能,同时还具有除去补水中的氧气和不凝结气体的作用。
(2)真空除氧器在安装上应满足给水泵的正常运行,保证给水泵入口压力在真空除氧器发生冲击时,不影响给水泵的运行稳定性。一般安装高度应高于给水泵中心线15m以上。