

- ��¯������ϵ��
- ������Ĥ�Ľ��ͳ�����
- ��ճ�����
- �绯ѧ�����λһ�������
- ����������ˮ��װ��
- ��λ��ճ�����
- ����ʽ������
- ����������
- ��Ĥʽ������
- ����������
- ��λһ����յ绯ѧ������
- ȫ�Զ�����������
- ��Ĥʽ����������
- ������ϴϵ��
- ������������ϴװ��
- ������������ϴϵͳ
- ������-������ϴ���
- װ����-������ϴ���
- �����-������ϴ���
- ��������-������ϴ���
- ������ϴװ��
- ��������ϴ�������
- ������ѭ��ˮ��������
- ��ҩװ��ϵ��
- �����μ�ҩװ��
- ���ܼ�ҩװ��|ȫ�Զ���ҩװ��
- ѭ��ˮ��ҩװ��
- ¯ˮ��������װ��
- ��ҵ��ˮ��ϵ��
- �ֶ���ת����ϴ��ˮ��
- ȫ�Զ�����ϴ��ˮ��
- ȫ�Զ�����ϴ������
- ���ܼ�������ˮ��
- �ֶ���ˮ��
- �綯��ˮ��
- ȫ�Զ���ˮ��
- ��ҵ��ˮ��
- �쿪ä�������
- ������ͻ�ϵ��
- ƽ��������ͻ�
- ���������ͻ�
- ������ͻ�Ӧ��
- �߾��Ⱦ������ͻ�
- ��¯������ϵ��
- ���ͷ����������
- ��¯���������
- ��¯������
- ����������
- ����������
- ����������
- �ܵ�������
- ���������
- ��������
- ��ȫ��������
- ���ͻ�������
- ��ձ�������
- ���ֻ�������
- ��¯�ܵ�����������
- ��¯����������������ʽ
- �������ܼ����豸
- ��Һ������Һλ������|��ˮ��
- ú��ȡ����|��¯�Զ�ȡ����
- ��������װ��
- ��ˮ����������ͨ������ͨ����
- �й�ʽ������
- �ɻ�ȡ����
- ú��ȡ����
- ��¯ȡ����ȴ��
- ��Һ��������ˮ��
- ����ʽ�ɻҵ���ȡ����


��¯������������������
��ȫ�������������������
���ͻ�����������ձ�������
�ܵ���������С��������
��������������ɢ������
����������������������
��Ĥʽ����������ճ�����
����������������������
��λһ����յ绯ѧ������
ȫ�Զ���ˮ�����綯��ˮ��
�ֶ���ˮ������ҵ��ˮ��
����ϴ��ˮ�����綯���۹�����
ȫ�Զ�����������������
������ϴװ�������ེ��
��Ƥ���������ɰ����
������������ϴװ��
�������Զ�������ϴװ��
ѭ��ˮ�����
ȡ����ȴ����ú��ȡ����
�ɻ�ȡ�������й�ʽ������
��ˮ����������Һ��������ˮ��
�������������о����䷢չ����Ĥʽ�������ṹ������ԭ���Լ��ؼ������ķ���
ˮ���ܽ����Ĵ����ǵ��¹�¯�����ֻ�ͨ�������豸��ʴ��������Ҫԭ��ҲӰ��
��ˮϵͳ�Լ���������ϵͳ�����а�ȫ�����Ÿ߲����������������ķ�չ���Ը�ˮƷ�ʵ�
Ҫ����ߡ���������Ҳ����������ϵͳ�Գ���Ҫ�����߶����Ϸ�չ����������������
�������������ˮ֮�䴫�ȴ��ʹ��̵�ǿ����ȷ������������������������ܵĹؼ���Ҳ��
�����������ṹ�Ľ����Ż��Ļ���ԭ��
���Ÿ߲����������������ķ�չ��ϵͳ���������ӣ���������������ʹ�ö���������
���еľ����ԡ���ȫ�ɿ��Ե�Ҫ����ߣ��Ը�ˮƷ�ʵ�Ҫ��Ҳ�������ϸ�ˮ���ܽ����Ĵ���
�ǵ��¸�ʴ��������Ҫԭ��Ϊʹ���鰲ȫ�ȶ�������,��ֹ��¯�����ֻ�ͨ�������豸�ĸ�
ʴ���ͱ��뽵��ˮ�ĺ�������
���⣬����ˮ�е�����ҲӰ���ˮϵͳ�Լ���������ϵͳ����
�а�ȫ�����������ϸߵ�����ˮͨ���ͼӵȻ����豸���丽���ܵ�ʱ������豸��ɸ�ʴ����
�뽵������ˮ�ĺ���������ˣ������������о��뷢չһֱ���й���ҵ��ע���ص�֮һ��
1�������������о���չ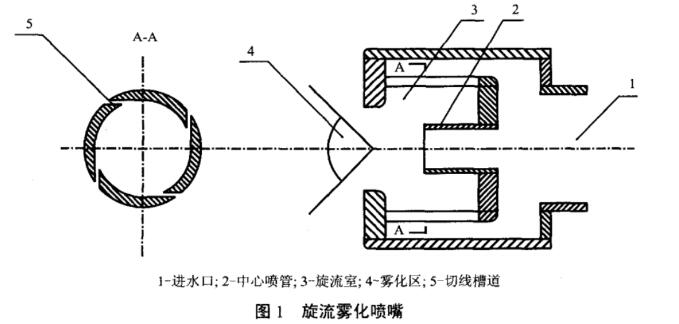
20����50�����������Ϊ����ʽ������������ѹ��Ϊ0.0196MPa,�������25MW��
�µ�С���顣20����60������ڣ����Ŵ����ķ�չ,���ij������ɴ���ʽ��ѹ��ʽת��,
�����Ϊ��ѹ���С�20����70�����ʼ���Ժ������������ͳ������Ļ�ѹ���н������о�,
���ڹ���ʵ���п�ʼӦ�ã���������˳������İ�ȫ�ԡ������ԡ�
20����80������ڣ��ҹ�
��������߲�������������չ������������������ʽ����ʽת�䣬����վѹ��ʽ��������ȫ����
�涨��(":�������200MW�����ϻ����������������ʽ�ṹ�����з�ʽ���ڽ����ˮ��
��ʴ�Ȱ�ȫ��������֮����ԭ���Ķ�ѹ������ѹ���еķ���չ������ѹ��һ-����
0.882~1.4MPa֮�䡣
���ڳ���ͷ������������۽ϸߣ�����һЩ��˾���ձ���TOSHIBA��˾����ԭ����
�г������ܵij���ͷ���ϲ��ڳ���ˮ���У�ʵ�к϶�Ϊ--����ν��һ�廯��������(�ֳ���ͷ
������)������ƣ������и��Ӱ�ȫ�ɿ�����װ������С��ռ�ؿռ��ٵ��ص㡣
�ҹ���20����
90������ڶԸ�������������������������о���ȡ����ͻ���Խ�չ������Ƴ���ҵ����Ʒ����1994��11��������һ̨440t-hr��ͷ��������װ�ڵ糧,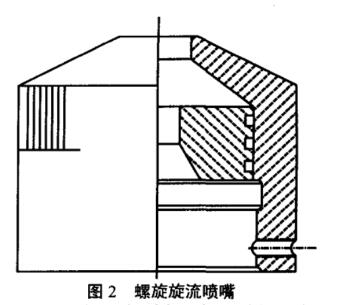
���б���������̬��������ʱ��ϳ�����ˮ�������������⣬��������������������º�
��������ʱ�ĺ�����������Ҫ��2]��
Ϊ��֤��ˮ����������̬���̵İ�ȫ���У���֤ǰ�ñ���Ч��ʴ����NPSHʼ�մ��ڱ�
����ʴ����NPSH������������һ����ư�װ��20m������ϣ�ʹ����ۺܸߡ�����ǰ�ñýṹ
�ĸ��ƺ�--ϵ�м�����ʩ�����ƣ���ѹ���г�������߿��Դ�͡���ɳ�Ƿ��糧C����
��GEC-660MW���飬��������װ��������ת��12mƽ̨��Ϊ���ȵ�
����������ʧ��ǰ�ñ���ڲ����������������ݱ���������NPSHQ���з�ֹ��ˮ�ü�ǰ��
��������ʴ���ı���װ�ã���100%TMCR�������������100%TMCR˦��������Ͷ�����
�б�������ˮ����ȫ����ȫ����2��
������һ�������Ƶ�С��Ч�����������ṹ,�Ըó������е����ⲿ�������ܻ���
������ϸ�Ĵ��ȼ��㣬������������ʵ���������˱Ƚ�,�����Ǻ����á��ó������ij���
�����������������Ч���dz����룬˵����ṹ�������У��ܴﵽС��Ч��Ҫ��
���ڷ������͵����������������ԭ���Ļ����ϣ�ָ�����������Ĥʽ���--����
�����������������ˮĤȹ���ٲ���������ˮĤȹ�����֮�����Ƚ���;ͨ���Դ˹��̵ķ���
���о�����Ϊ���������ھ���ˮĤȹ����ʱ����Ҫ����Ĥ״����ķ�ʽ�ų�DZ�ȶ�����ˮ
Ĥȹ�������ڳ���ͷ�ڼ����������ٲ����ѳ���ˮĤȹ����ˣ�����������Ĥʽ���ȡ���
���ȹ��̿�����Ϊ��һ�������������������Ĥ״����Ϊ���Ĵ��ȹ��̣���ָ��:
(1)�������������ڸ߸��ɻ����ڵ����¾��нϸߵĴ������ܣ������������������
������������������ر������ڴ��������黬ѹ���С�
(2)Ϊ��֤һ������Ч����ˮ�ܳ�ּ��ȵ��������ڱ����¶ȣ����������ʱӦ������
��ˮĤȹ������ײ���ٴ��������
(3)��--������������û�����á��㹻������ͨ���ų��������в��������壬�Լ�����
�����������ʹ�������ܴ���½�������Ч�ռ��ں�����������ͨ���Ǿ�����Ч����߳���Ч
�ʵĹؼ�֮һ���Ƽ�������Ϊ��ˮ����1%���ң���ʹ����������ŵ��Re>2300~3600,�Ա�
�����õ�ͨ��״̬�����Ͳ���������ĺ�����
(4)�������м���һ��С�ף�������Ч���ó����ռ䣬����������ˮ�������ͨ״����
��һ�����Ƴ���Ч����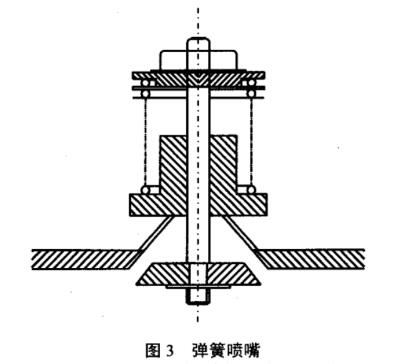
��ѭ����������200MW��������������о��������˷���,ָ���˳�����
�����з�ʽ;�����˸������й����³����������а�ȫ�ԡ��ɿ��ԣ����ó�:��ѹ���г�����
�����Կɹۣ��ֳ��㷺�����ѳ�Ϊ��Ȼ;���������û�ѹ����ʱ��Ȼ����������ˣ������豸
���еİ�ȫ�ɿ��Դ���һ����в;ֻҪ�������ˮƽ�����������������ʱ����������ṹ,����
����ѹ���еİ�ȫ�ɿ����ǿ��Ա�֤�ġ�
ͨ������Ĥʽ�������ĺ���������Ӱ�����صķ������ó�:���ڽ����¶�һ�����Ըı�,
�ڽ�ˮ��һ��������£���������ˮ��Խ�ͣ���������ˮ��Ҳ��Խ�͡�Ψһ�İ취�ǼӴ����
������߳�ˮ�¶ȡ�����������ˮ�Ƚ����ܳ���ͷ�ڿռ����ƣ�ʱ��̣ܶ�һ�㲻����1min,
һζ�Ӵ����������߽�ˮ�¶�Ч���������ԡ��������Ӵ������ѹ�������ܿ죬����ˮ
�¶ȼ�ʹ�ﵽ��102~104'C,Ҳ���ڴ�ʱ�������ı����¶ȣ�����Ч��ͬ���ܲ����ѹ����
�ߣ��������������˷��˴������������ԣ���߽�ˮ�¶�(ʹ��ﵽ����¶�)�ǽ���������
��Ψһ;����������������и��ɹ��ͣ�����������Ч��ͬ�����á������и��ɵ���70%��
����ˮ��ʽ��������˵����ˮ��ˮλ�½�����ˮ�����µ�ˮ�����ѳ�ˮ��״��������ʽ������
��˵����ˮ��ͷ�����ˮ��Ҳ�����ˮ�Ρ�Ĥʽ���������Ҳ���ơ�
���ά������������ѹ�����䣬
��������������ҲҪ���٣���ʱ����ͷ����ˮ�����������Ƚ����ͳ����˿յ���������һ����
�д��������ų�����һ������δ�����ȵ�Ҫ���¶ȵ�ˮ������ˮ�䣬����ˮ���Ѵﵽ��ʱ����
��ѹ���µı����¶ȡ�
л������9���ݴ������۵ó��������ˮ����������������Ϊ:������ɢ�ٶ�ȡ������ˮ
�Ӵ�����Ͳ�ƽ��ѹ��ڳ������ڣ�ˮ�к���������ˮ�к��������Ӧ��ƽ��ѹ����ʵ��
��ѹ֮��ϴ�,������Ҫ��������ʽͨ���˷�ˮ�ı���������������,����οɳ�ȥˮ����
������ľ��֡�
����ˮ������ļ��٣���Ӧ��ѹ���С��������û�������˷�ˮ�ı�����
����������Ҫ�����������ɢ�ݳ����������ȳ������̡�������Σ�������ˮ�Ӵ��棬ʹ
ˮ������״̬�Ͳ�ȡ������ˮ�й��ݵȴ�ʩ��ǿ����ȳ�����
2�����������ṹ�ĸĽ�
2.1����ṹ�ĸĽ�
2.1.1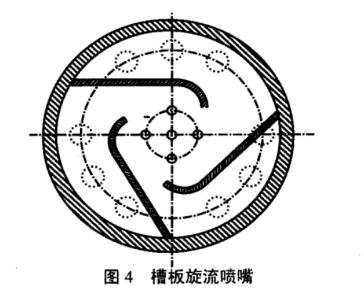
����ʽ����
����ʽ����Ľṹ��ͼ1��ʾ����ԭ����ʹˮ����������ת��Ȼ������������γ�ϸ
С��Һ�Ρ�����ʽ�����ж��������״��������ԭ����ͬ��
����ʽ���������������������ͳ����Ĵ�С�йء��������Ĺ���ѹ������������
ת���ϣ����������ܴ�����С����ʹ���������������������ˮ��������С��������
��(������ˮ�εķֲ����)�ϲ�,��ʱ����ˮ�ζ༯���������Χ;��֮�����������ת��
����С���������ڵIJ���ѹ��ȴ�ܴ�������ˮ����Ҫ�ǿ�����ֱ��������������������
��С��ʹ����ˮ�ε��������������ˮ�ζ༯��������в���
����ʽ���������ˮѹԽ�ߣ��������ڵ���ת�ٶ�Խ��ʹ����ˮ�ε������Ҳ����,
�������ˮ�α�С�������ȱ�ˮ��������ǻ���ڣ�����4������۵���������������ת,
Ȼ����������������״ɢ�����������״���ߴ������ϵ���������������ǡ�Һ�ηֲ���Һ
��ֱ������Ӱ�졣
����۵�������Խ�࣬��������Һ��ԽϸС�����ۺϲ�����Һ�δ�С�Ͳ�
���ӹ������ͨ��ѡ�������۵��ȽϺ��ʡ�
2.1.2��Ĥʽ���
��Ĥʽ���������ڹ���Ӧ�ñȽϹ㷺1�����æ�33>4.5mm������1m�ĸֹ�,
�ڹܱ�������һ������Ǻ�����ǵ������ף���Ϊ��5
mm��ÿ�������15��С�ס�ˮ��
����С����6m-s'���ٶ�������ڡ����ڴ�������ǣ�ˮ�����������ʱ��һ���������ʹ
ˮ���ع��ڱ��γ��������ҵ���ת��ͬʱ��������Լ�ˮ��������ʹ�˾��ҵ���תˮ��������
�������γ�ˮĤ��ˮĤ���ԼΪ1~1.3mm����ˮ��������¶˳��ں��γ��п�Բ��
ˮĤ�����������Ӵ�ˮĤ��������棬ʹˮ���������㹻�ĽӴ�������ȡ����ʡ�
ͨ����75t/h��Ĥʽ�������ṹ������ԭ���Լ��ؼ������ķ������ó���Ĥʽ���������������ŵ�:����Ч�ʸ�;������Ӧ�Ժ�:����ǿ;�����ڵ�����Դ;������С��
��Ϊ������1/1000���ҿ��Բ�װ������ȴ��;���пɿ����������㣬ά��������С;��ȫ��
�á���Ĥʽ����������Ч���ܺã��ѹ㷺Ӧ����75th"'��¯�ϣ���ˮ�������ܽ�����ͣ�
�ӳ��˹�¯���������Ҽ���ϵͳ����ʡ��Ͷ�ʣ��õ��û��ĺ�����
ͨ������Ĥʽ�������ṹ�ص㼰�ֳ���������ķ���,ָ����Ĥʽ�������Ե糧���������²�ˮ�м�ǿ��
��Ӧ������������ˮ���ɱ仯��ˮ�¶Ⱦ����仯�ĸ��ֹ����¾����ȶ����С�
2.1.3����������������
���������������죬��ͼ2��ʾ����������������
�죬�������Ʊ�Ե�ݾ�Ŀ�϶ʹˮ����������ת,Ȼ��
������������ת��ˮ��ɢ����ϸС��Һ��"��
����������������ṹ�ϼ�ֻ���������,--
�������ǻ�ң���һ���������ӡ�Բ�������ӵı�Ե��
�����������ƣ������ӷ���������ڣ������������ڱ�
֮��ľ��ο�϶�۵�Ϊˮ������ͨ������Ƕ�����
�Σ��������ӵĶ�����ƽ�棬��Ƕ����ڱ��������Ӷ�
��ƽ��֮���γ��οռ䣬�˿ռ�Ϊ�����ҡ��ؾ�����
�Ʋ۵���תǰ����ˮ��,�����������ң�������תǰ
��������Ƕ���Բ����������ɢ����ϸСҺ�Ρ�
2.1.4.��������
����ʽ����(��ͼ3)��һ���ڹ�����������й㷺Ӧ�õ����졣����Ҫ��о�ᡢ������λ
�顢���ɡ������뷧����ɡ��������������ˮ�γ�ˮĤ���ڸ��ɱ䶯ʱ�����������б仯��
�����ɽ��͡�ˮ������ʱ������ǰ��ѹ����֮��С�����ɳ��Ȼ���,������ڽ������
С���Ӷ�ʹ�����ˮ���ٶȻ������ֲ��䣬���ܱ������õ�ˮĤ����ˣ���������Ҳ��
Ϊ�������졣
�����˵�������������Ĺ���ԭ����
ָ����������������ܹ���Ӧ�为�ɴ�������.
�е�Ҫ����һ���о�����Ƶ�������ʱ����
ϵ���ļ��㷽����������ˮ��ʽ�ȳ��������
�����IJ�ͬ������������ڵ�������Ĵ���ϵ��
���㷽������ͨ��ʵ����֤�������ۺ���Ƶĺ�
���ԡ�
���ڷǵ���ʽ���죬�����ɽ���ʱ��������
�٣�ˮ��ѹͷ���ͣ�����״������˵�����
����ʺϳ�������ѹ���С���20����80�����
�����������õ��Ϲ㷺�ƹ�Ӧ�ã������ڳ�����
����Ҳ��¶��ȱ�㣬���ڵ����ڽϸ��¶��²���
��������ʱ�乤������ƣ�ͱ��Σ�ʹ���칤��״
����
2.1.5�۰���������
�۰���������Ľṹ��ͼ4��ʾ���������
������۰�֮��Ŀռ�Ϊǻ�ң���ˮ�ӹ�ͨ��˿
����ˮ�����ӡ�ˮ�����ˮ���Ժӵ���ľ�
����Բ����ǻ�ң���������������۰�����,
ͨ���۰���۰�֮���γɵIJ۵��ڽ��������ҡ�
��������۰�ΪԲ���Σ�ʹˮ��������������
ת�������������γ���״ɢ�����ڵ�����м�
λ�������С�ף�ˮͨ�����С��ֱ�ӽ�������
�ң�����ת��ˮ��������һ����ת�������
��
2.1.6.
����ʽ��������
����ʽ��������ṹ(��ͼ5)�ϼ�ֻ��һ�������Ϊһ������յ������ҡ������ұ�
�Ͽ���4������۵���ˮ����������۵��Ժ�������������ת�����¾���һ�ξ����������
�������ֱ����������ֱ����ͬ����ڴ�������ٶȽϵ͡���ѹ��Ϊ0.138MPaʱ�������
�Ƕ���70�����ҡ�������û��ǻ�ң�ͨ������������װ��ˮ���ڡ�
2.1.7��������
����������������Եĵ���Ԫ����ɡ�ˮ��ѹ��ʹ����Ԫ����������������ˮ��������
�ɵ����������γ�ˮĤ����Ϊ���õ�������ʽ��ҪˮĤɢ�����Σ��������������ڲ���
�����ϵľ���νṹ��ʹ��ˮ�εijߴ�ͷֲ��Ĺ����뵯�j�������ƴ������������ر���
���ڳ���ˮ����������
2.2����ͷ�ڲ��ṹ�ĸĽ�
����ͷ�ڲ��ṹӦ��ʹˮ�������ڳ������ڷֲ����ȡ�����ͨ����ͬʱ��Ӧʹˮ����֮
���о����ܴ�ĽӴ�������㹻�ĽӴ�ʱ�䡣��Ȼ����������������ƺͽṹ���ѿ�����������
��,�������ڸ��������������Ľṹ��ͬ����˶��ڱ乤�����е���Ӧ�Ծ��в��졣���������ս�
����ʽ�IJ�ͬ�ɷ�Ϊ��ˮ��ʽ������ʽ������ʽ�Լ��⼸�ֽṹ�������ʽ��20����80�����
��ˮ��ʽ���������ҹ��������糧�г�����һ��,����������ʽ������ʽ��������ʵ��Ӧ��
�����I5I��
������ˮ��ʽ�������ڽṹ����Щ����֮�����ر�����Ա乤�����е���Ӧ��
�ϲ�������й��������䶯������ˮ���ϴ�ˮ�¶Ƚϵ͵�����£��������Դﵽ���õ�
����Ч������ˣ�һЩ�糧Ϊ����߳���Ч�ʻ��豸����������ṹ��ʽ���и��죬������
���˽�Ϊ���õ�Ч����
2.2.1������ˮ��ʽ������
����������ˮ��ʽ������ʱ������ͷ�ϲ������������죬�²����м���ƽ�е���ˮ��,
ÿ����ˮ���϶����кܶ�С�ס�������ˮ�ӳ���ͷ���ϲ���������콫ˮ�����״��������
�����Ƚ������г�������,����ͨ����ˮ��,��С�״�ɢ�ɺܶ��ϸ��,������һ����ˮ����,
�ٱ�С��ɢһ�Σ�ֱ��ͨ����-����ˮ�̣�����ˮ���С����������ɳ���ͷ���²�������
���ң����²���ˮ�̵�����ͨ�������������������ϸˮ����Ȼ���С��ΧԵ�ͳ���ͷ���
��Ļ���ͨ������������������������������ͬʱ��ͨ�������Ĵ��ݰ�ˮ���ȵ���Ӧѹ���µ�
�����¶ȣ�������ȳ�������ʱˮ�е��ܽ����岻�Ͻ�����������������Я�������������
ʣ�ļ�������һ���Զ������������ų��������⡣
��ˮ�ֳ�ϸ����Ϊ�˵õ�����ļ��ȱ���������ü�����ˮ�̽���������Ϊ���ӻ�ˮ��
��������ͷ���ٶȣ�����ֹˮ������Ϊˮ�Σ�������������ˮ�����ĽӴ�ʱ�䣬�Ӵ���ϵ��
������ķ����ٶȡ�
����������ˮ��ʽ���������ij������ܴ���һ���ľ����ԣ�����Ҫԭ��������ȳ���
Ч�����ޡ�Ϊ��һ��������������,����������ˮ�����������ڳ�����ˮ���ڲ��ù���װ�á�
������ˮ���������ӳ�����ʱ�䣬��߳���Ч�������ǻ�����������.����ͨ��������Ӱ���ˮ
�ļ��ȣ��Ӷ�����Ч���������ˮ��������Ҫͨ��ʵ������Ż����ڳ���ˮ�����ù���װ
�öԸ��Ƴ���Ч��Ҳ����֮��Ч�Ĵ�ʩ��������Ҫ�ϸ�ѹ������������ˮ����˹���װ�ÿ���
���ݸ��ɱ仯������Ͷ�����У��ȸ�����ȳ������ֽ�ʡ��Դ��
2.2.2
����һ����ʽ������
�ַ��糧��Ϊ�˸Ľ�ԭ��ˮ�̺ͱ�Ĥʽ��������������߳�����ͨ
��1t/h������ģ�����飬�����������������ϵij��������������:����������������
����Ҫȡ���ڴ��Ⱥʹ����������̡��Ӵ��ȽǶȿ��ǣ������ˮ��֮��ĽӴ����������,.
����ˮ����ɢ��ϸˮ�Σ��������������ǽ�����ȵĺ÷���������ˮ�δ���������ͬʱ��ˮ
�εı�������ȴ��������ˣ�������ɢ������Ϊ��������˵�������������������������
��������
����ʽ���������ڲ����˱ȱ�����ϴ�Ĺ������ϣ����������ڴ��ȣ��������ڴ�
�ʣ����нϴ������ǿ��,���Խ�ˮˮ���нϸߵ�Ҫ���������������ϣ�ȡ������Ч��
�á�����ԭ�ó���ԭ��ˮ�̺ͱ�Ĥʽ���������������Ϊ����һ����ʽ��������
����һ����ʽ�������ij���ͷ���������������ϲ������֡�ˮ������������ʵ�֣����
���������ϲ��е�������ɡ�����һ���ò���ʴ�Ҳ�����Ⱦˮ�ʵIJ����Ƴɣ���ʽ��Q����
Ȧ�����������Ǹ֡���ֵȡ�Ҫ������ˮ�������ͷ��ͨ������������ϸС��ˮ�Σ�������
�������������ϲ���������������,ͬʱ��ó���������
������������ˮ���������������ϲ㣬
�������ϵı����γ���ˮĤ���ֱ������һ��������һ�μ�����ȳ�������������ˮ�䡣
ʵ�鼰ʵ�����о����������������--SQ����ʽ��������ֻҪ������Դ���㣬ˮ��������
���ֽϺã����������ھ��ܽϿ�ذ�ˮ���ȵ���Ӧѹ���µı����¶ȣ�90%���ҵ��������Գ�
ȥ������ˮΪ�¶Ƚϵ͵IJ���ˮʱ������������ˮ������ͨ���ɽ��͵�100~1000��g������
���ϲ��ٴγ���,���ܳ�ȥ����������95%����,��ˣ���ʹ��������ˮ�������͵�5~10��g���¡���������ʽ����������Ч�ʽϸߣ��Ը��ɺ�ˮ�µı仯��Ӧ�Խ�ǿ������Ҳ�Ϸ��㡣
�����ֳ������ڽϵ���ʱ(����ڶ���ɵ�50%ʱ)������Ч�����ʹ��ˮ�����½���
2.2.3ˮĤ����ʽ������
ˮĤ����ʽ�������ǽ������о����ƹ��һ�ֳ��������ó�����������Ƴ���������
�ṹ��һ������װ������Ĥװ�ú���ˮ������ɡ�����ˮ�ͻ�ѧ����ˮ������Ĥװ�õ�ˮ��
�л�ϣ�ˮ�����¹ܰ�亸�������ɸ���Ĥ��,���ˮ������Ĥ���ϵ������������ʽ����Ĥ
���ڱ����γɸ���������ת��ˮĤ������������ˮĤ�������ļ��������Ӵ�����ǿ�ҵ��Ƚ�
��������תˮĤ������Ĥ��ʱ��ˮ�»����Ͻӽ������¶ȣ�ˮ���ܽ�����������90%~95%��
ˮĤ������Ĥ�ܺ��γ���ȹ��,��������������ȹ���ײ�����������������±����ƶ���
��ˮ�Σ����䵽��ˮ�����ϡ�
��ˮ���������30mmx30mm�Ǹֹ��ɣ�����ˮ������������
ͬ������һ�������Ƚ�����ͬʱҲΪ����ˮ����Һ�������Ϻн��о��ȷ��䡣
Һ�������Ϻ��ڳ�������������װ�á�Һ������һ������Ч���ϣ��ɲ���ֱ�˿
(0.1mmx0.4mm)��Q�α�֯�ɵ����ף���Һ����������Ȼ״̬�̳�Բ�̡�Բ��ֱ���൱��Һ
���������ھ�����Բ�������ñ�ֺͦ�14mm�ֽ��̶���Һ�����Ŀ����ڡ�
Һ��������ʵ��
�����������ơ���װΪ�����˫�㡣����ˮ����Һ����ʹ��ˮ���ӳ�ֽӴ����ɽ�ˮ���ܽ�
�����ȵ�������������һ�������̱�֤�˳������ڱ乤��������ʱ����Ӧ�Ժ��ȶ��ԡ�
��Ĥʽ������Ӧ������������ת������ʹˮĤ����Ĥ��ǿ����ת������������������,
����ˮ֮�����ʺͻ��Ⱦ��ң��Ƚ���ǿ�ȴ���Ч�ʸߣ��������30%~130%�����֮��
�ȶ����У��ر��ڸ߸���ʱ����Ĥ����ˮĤ����Ѹ�٣��ر���ת���죬����Ч���á�
��Ĥ��
ˮ���ݻ������ܾ��ɽӽ�ˮ�ܣ���ʹˮ�¼���������ͬ����ˮ���Ȼ�Ϻͷ��䣬ʹ��������
���ȸ��ɱ�֤-�£���ֹ�ֲ����Ȳ���;ˮ�Ҵ�������������������Ч�ط�ֹ��ˮ��ͻ�䡣
Һ�����ò���ֱ�˿���Ƴɣ���Ч��ֹ�˽�����������⣬���ұ�˿�����ᱻ��������ˮ
����ˮ���У���װ����ȣ��ܶ�һ�£��������ˮ����·��
��ʵ����֤��ˮĤһ����ʽ����������ˮ�������ɱ�����5~15��g1��Χ�ڣ����Һ�����
��5~10��g1֮���ռ70%���ϣ�Ч��ʮ������;�ڸ���������Ĺ����£��ܽ���������С��
3��g1",ԶԶ���ڹ��ұ���
ˮĤһ����ʽ���������ŵ㻹��������Ӧ�Ժã��Խ�ˮ��������
ˮ�ʡ�ˮ��Ҫ���̣��������¶ȸ�:�����ȶ����ɳ�30%�������У��Ҹ���ͻ��ʱ����
������;���������������ʺϻ�ѹ���еij�����8��
2.3��ͷ�������о���չ
Ϊ����Ӧ���������߲�������������չ��ͬʱ�����豸Ͷ�ʣ�������--�ּ������ʹ�
ˮ����Ϊһ-����豸����Ϊ��ͷ����������ͷ��������Ȼ�ڹ��ڵ糧Ӧ�øո������ڹ���
�Ĵ������糧��Ӧ���ѷdz��㷺�������н�80�����ʷ��
������������ͷ����ʽ��������ԭ�����ṹ����
���Լ����ҹ��糧��ʹ�����,�����������ѡ�ͽ��飬���Ƽ����ͳ�������Ϊ�ҹ����ͻ�硢
�˵����ij����豸��
�볣����ͷ��������ȣ���ͷ���������кܶ��ص�:
�ټ����Ƚ�:��ͷ������Ϊ����
���ṹ����������ˮ���ϲ�����ơ���װ���ṹ����;
�ڽ�Լ����:��ͷ������û�г�
��ͷ���볣����������ÿ̨�ɽ�Լ���ʸ�20%���ң������Ż�����������������ɱ�
������;
�۽�Լ����:����������ͷ�������������ᣬ�����غɼ�С��������ͷ��ʹ
�豸�����߶��½���4~5m,����Ͷ�ʼ���;
��ʹ�����������ɿ��Ը�:��ȡ���˳���ͷ��
������ˮ�������ͷ���Ӵ�����Ӧ������;���⣬������������ת����������ά��,��������
�����˹��ܣ��Է��������ɿ��Ը�;
����Ƽ�ά������:ֻ����ˮ�䶥������һƽ̨��
���������ά������Ҫ����֮���ӵĹܵ��ͷ��Ÿ߶Ƚ��ͣ����в���������ά������;
����
�����ڶ̣��Խ���������Խ϶̵Ļ�������߶������ơ�
����.�����ŵ㣬��ͷ���������й������г�ǰ�����ر����ڴ������������б��㷺��
�á����켼���IJ��ϴ��¸�ʹ���ֳ������ܵ����ͻ���������
���⣬���������վ���ø���
�ͳ���������ͷ�����������㷺Ӧ��������ѭ����վ���˵���顣
ͨ���Է�������˾300MW������ʹ�õ�������ͷ����������
�����飬�ó�������ͷ�����ͳ������ij������ܡ�ˮ�����ԡ��������ԡ��ٷ���װ�õ����ܵ�
ָ����ﵽ����ˮƽ������ʱ����ˮ������ֵ��δ����2g1,���ڵ糧���й�̹涨����.
��7��g������ָ�꣬Ҳ�������쳧�涨�ı�֤����ָ��(<5��g��)��
�볣���������ȣ���
��������ͷ�����ͳ��������м����Ƚ�������Ч���á��������ɿ��ٱ仯������ѹ���з�Χ����
�����������ϵ͡�������ʧ�͡���Լ���к��������á�ʹ�����������߿ɿ��ԡ����������ͣ�
��������ơ���װ��㡢�ṹ���ա������Ժõ�һϵ���ŵ㡣
�����������ǰ���������ϵͳ�Գ���Ҫ�����߶����Ϸ�չ���������������м�������
�����ˮ֮�䴫�ȴ��ʹ��̵�ǿ����ȷ������������������������ܵĹؼ�,Ҳ������������
�ṹ�Ľ����Ż��Ļ���ԭ��